药用包装容器的完整性是保证药品安全性和有效性的关键因素之一。真空衰减法密封性测试仪作为一种先进的检测工具,在药品包装质量控制中发挥着至关重要的作用。本文将从技术原理、应用优势及未来发展三个方面进行概述,探讨其在药品检测仪器领域的重要性。
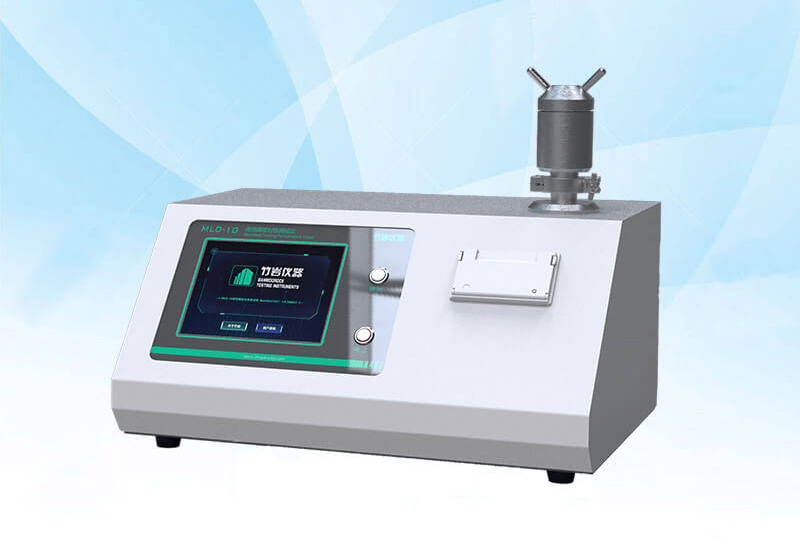
真空衰减法的基本原理基于对包装容器施加负压环境,通过监测系统内压力变化来判断是否存在泄漏。当包装密封完好时,真空度保持稳定;若存在微小泄漏,外部气体会流入容器,导致压力上升。测试仪通过高精度传感器捕捉这些细微变化,从而实现对包装完整性的定量评估。这种方法适用于西林瓶、安瓿瓶、预灌封注射器等各类药用包装,具有非破坏性、高灵敏度等特点。
真空衰减法测试仪在药用包装检测中展现出显著优势。与传统的水浴法或染色渗透法相比,该技术无需样品制备,避免了交叉污染风险,且测试结果客观可重复。其检测限可达0.1μm,能够有效识别微米级缺陷,满足法规对无菌药品包装的严苛要求。自动化操作界面和数据追溯功能使其易于整合到药品生产质量管理体系中,助力企业实现合规性管理。
随着制药工业对包装完整性要求的不断提高,真空衰减法技术正朝着智能化、微型化方向发展。集成人工智能算法可实现异常模式自动识别,而便携式设备的开发则扩展了现场快速检测的应用场景。未来,该技术有望与在线监测系统深度融合,为药品全生命周期质量监控提供更全面的解决方案。
真空衰减法密封性测试仪作为现代药品检测仪器的重要组成部分,以其高精度、高效率的特性,为保障药品包装完整性提供了可靠的技术支撑。持续的技术创新将进一步提升其在制药行业的应用价值。









